1. Thiết kế & Gia công khuôn đúc mẫu chảy (mẫu sáp)

 Để đạt được chi tiết chính xác theo quy trình đúc mẫu chảy, thiết kế & chế tạo khuôn đúc mẫu chảy (mẫu sáp) là bước đầu tiên. Gia công khuôn sẽ được thực hiện trên các máy CNC chính xác. sau đó lòng khuôn sẽ được đánh bóng, xử lý bề mặt (nếu có)… để đạt chất lượng bề mặt theo yêu cầu của sản phẩm.
Để đạt được chi tiết chính xác theo quy trình đúc mẫu chảy, thiết kế & chế tạo khuôn đúc mẫu chảy (mẫu sáp) là bước đầu tiên. Gia công khuôn sẽ được thực hiện trên các máy CNC chính xác. sau đó lòng khuôn sẽ được đánh bóng, xử lý bề mặt (nếu có)… để đạt chất lượng bề mặt theo yêu cầu của sản phẩm.
2. Đúc mẫu chảy (đúc mẫu sáp)
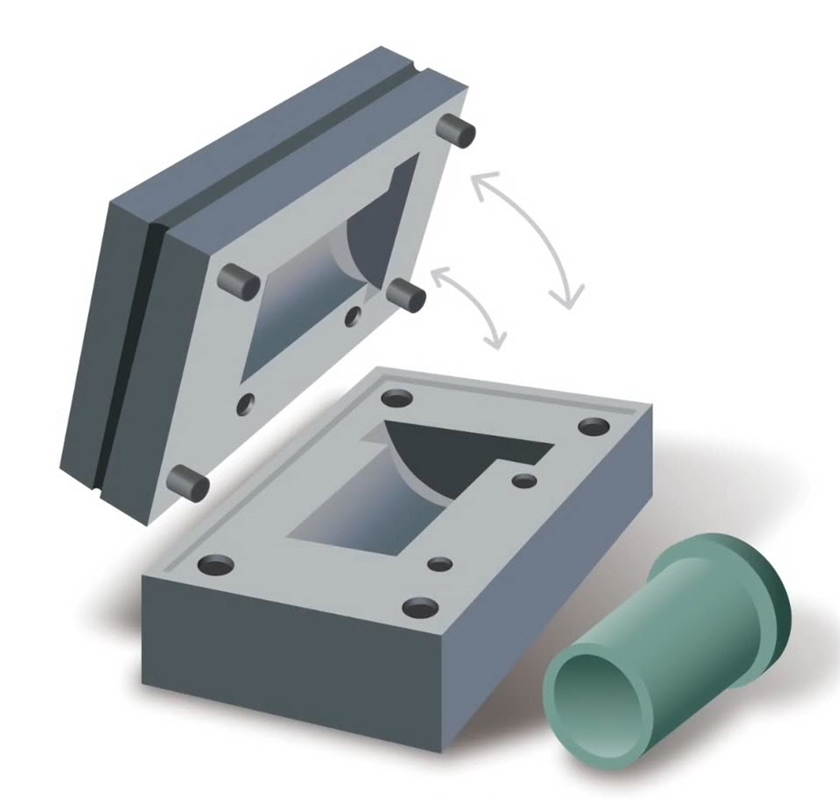

Mẫu sáp sẽ được tạo ra bằng phương pháp đúc phun, sáp nóng chảy sẽ được ép vào khuôn. sau khi đông đặc, mẫu sáp sẽ được lấy ra khỏi khuôn đúc.
3. Ghép cây các mẫu chảy (mẫu sáp)
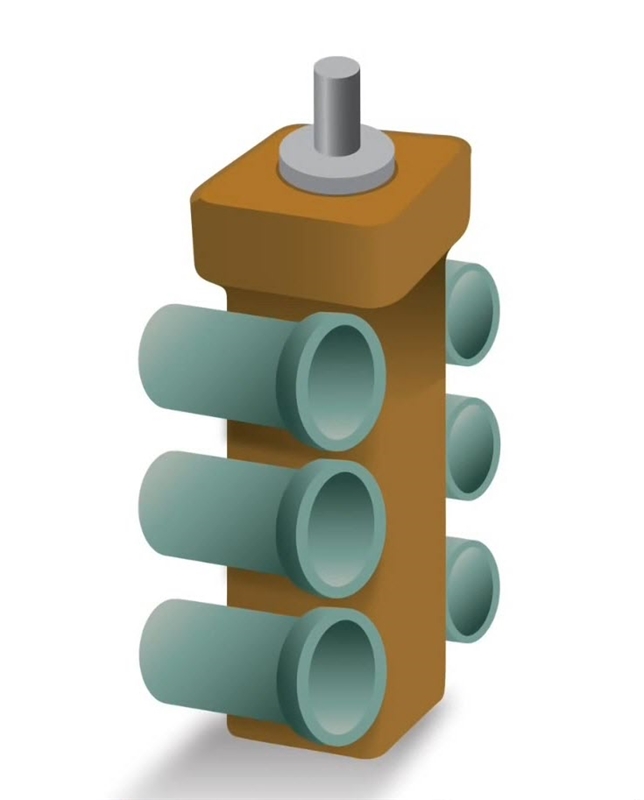
Gắn chùm mẫu sáp
Các mẫu chảy (mẫu sáp) sẽ được ghép thành cây (các mẫu chảy sẽ được ghép với trục kênh dẫn) để có thể đúc nhiều chi tiết trong cùng 1 lần rót. Sau đó, các cây mẫu chảy (cây mẫu sáp) sẽ được sấy ở nhiệt độ phòng.
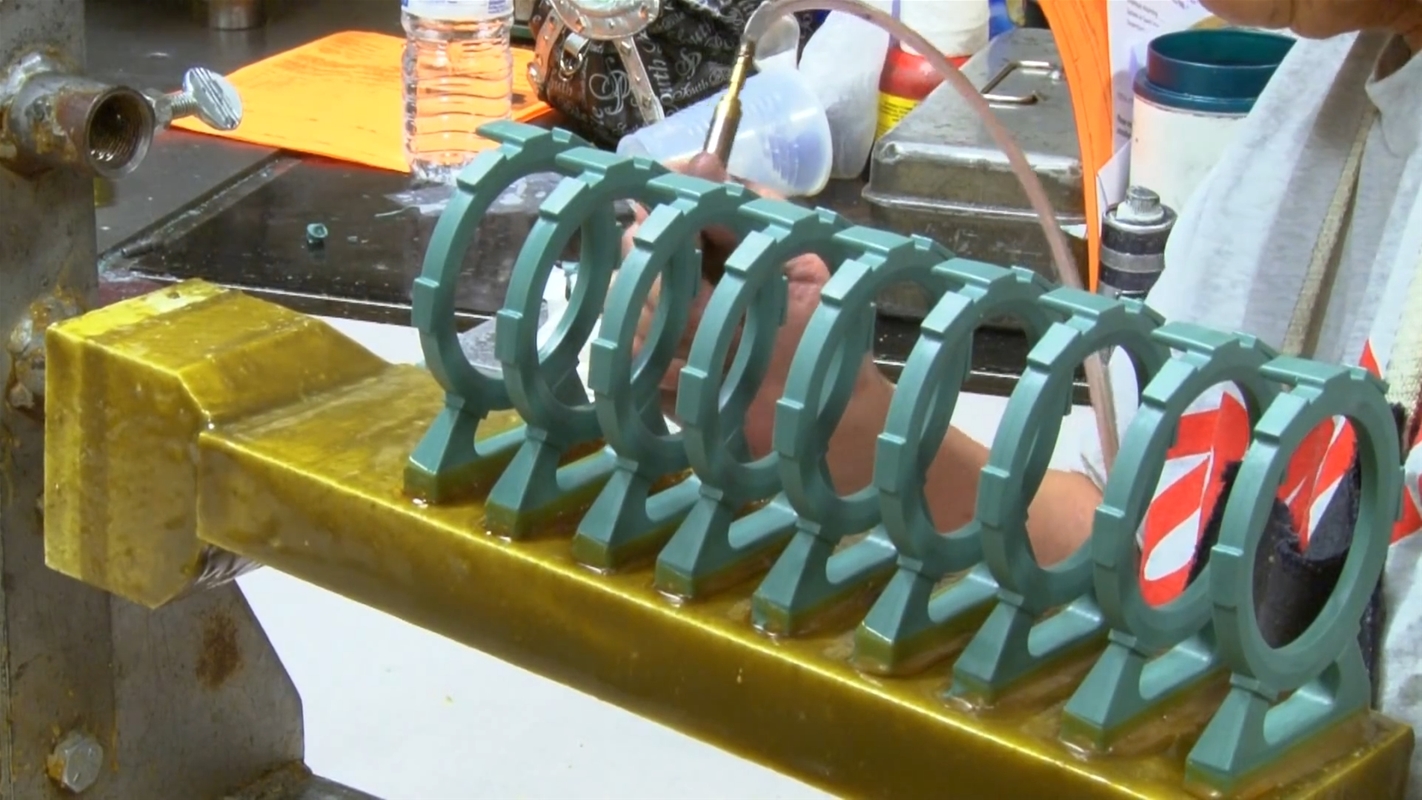
4. Tạo vỏ
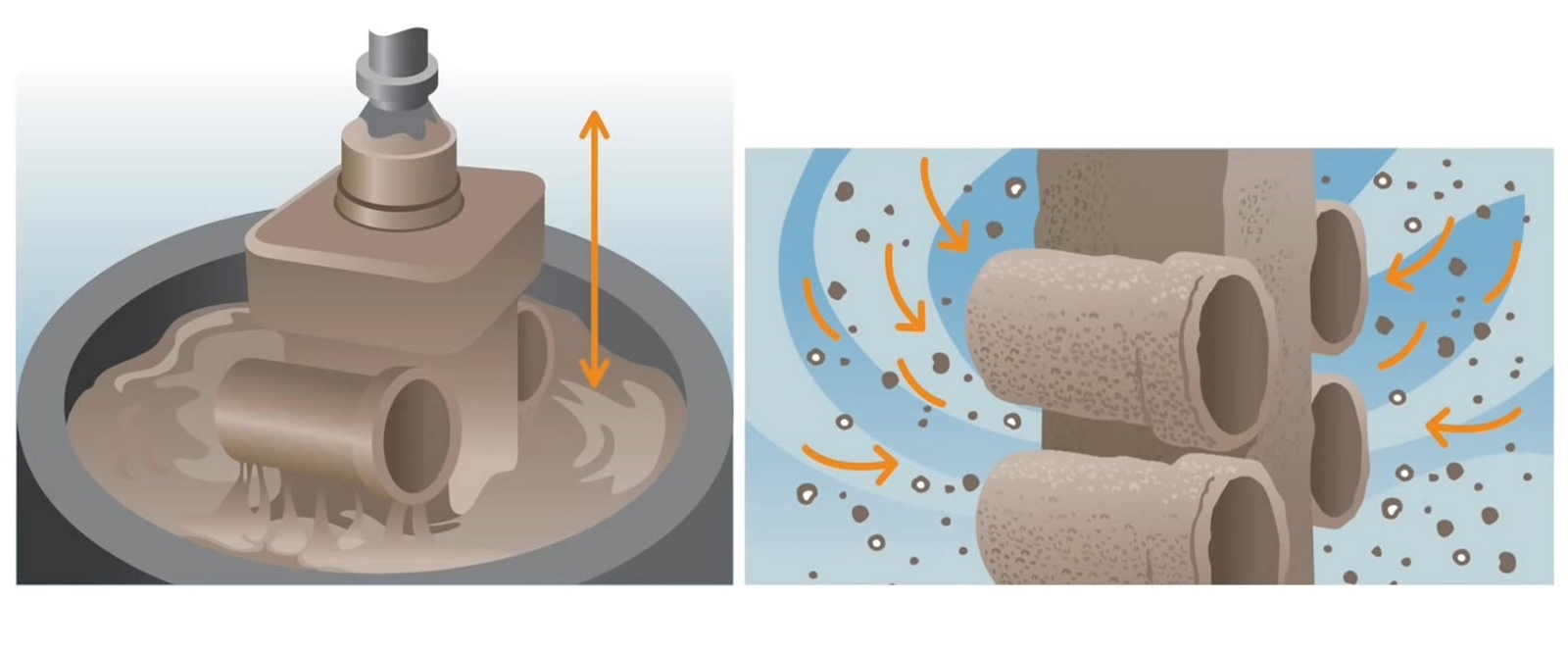
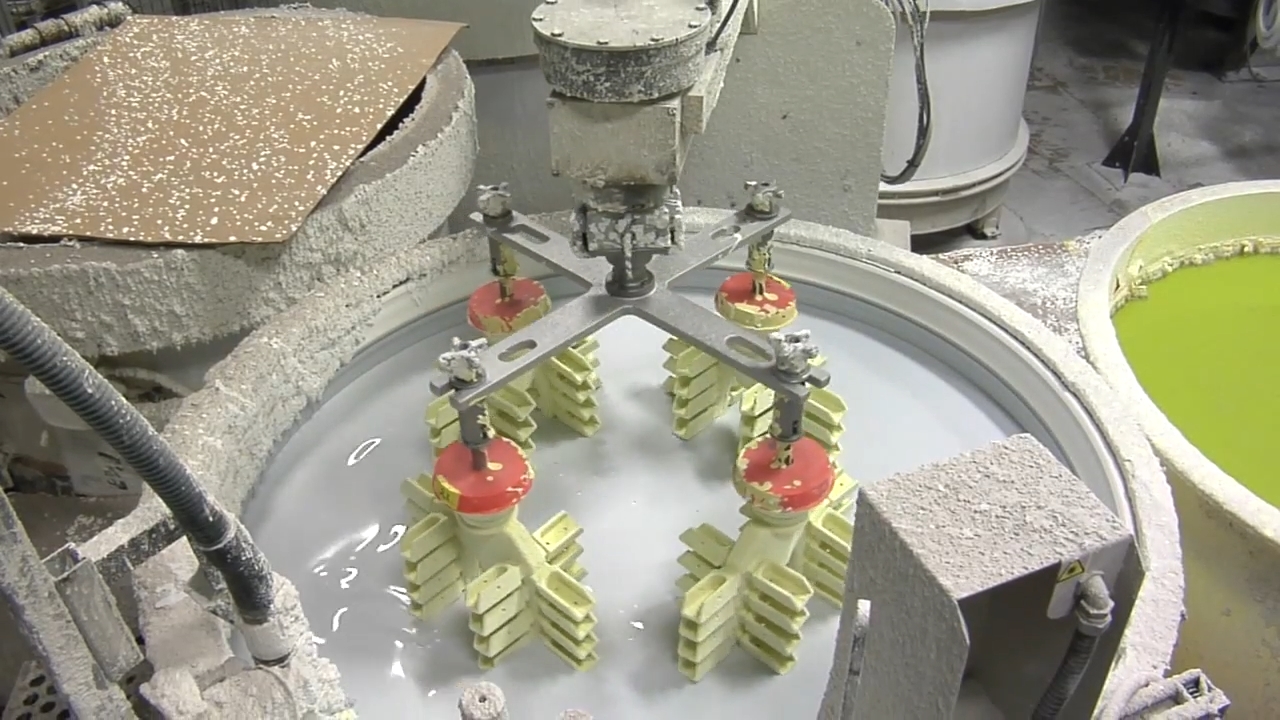

Nhúng tương, tạo vỏ gốm
Ở bước này, cây mẫu chảy (cây mẫu sáp) sẽ được nhúng trong bể tương (dạng bùn gốm) và sau đó được rắc cát lên vỏ để tạo lớp vỏ thứ nhất, sau đó lớp vỏ thứ nhất được sấy khô trong môi trường được kiểm soát nghiêm ngặt. Quá trình nhúng tương, rắc cát và sấy khô được thực hiện lặp đi lặp lại một số lần cho đến khi lớp vỏ bám trên cây mẫu chảy đạt chiều dày mong muốn và đảm bảo đủ độ cứng vững.
5.Thoát sáp và nung vỏ


Vỏ sau khi sấy sẽ được đưa vào máy thoát sáp (dewaxing machine) và được úp ngược (miệng rót ở dưới), dưới tác dụng của hơi nóng, áp suất cao trong máy thoát sáp, sáp sẽ chảy ra và thoát khỏi vỏ gốm.
Sau đó, vỏ gốm sẽ được nung trong lò dưới nhiệt độ cao từ 800 ~ 1200 ℃, thời gian nung vỏ được duy trì đủ lớn để vỏ gốm được nung đạt độ bền và ổn định.
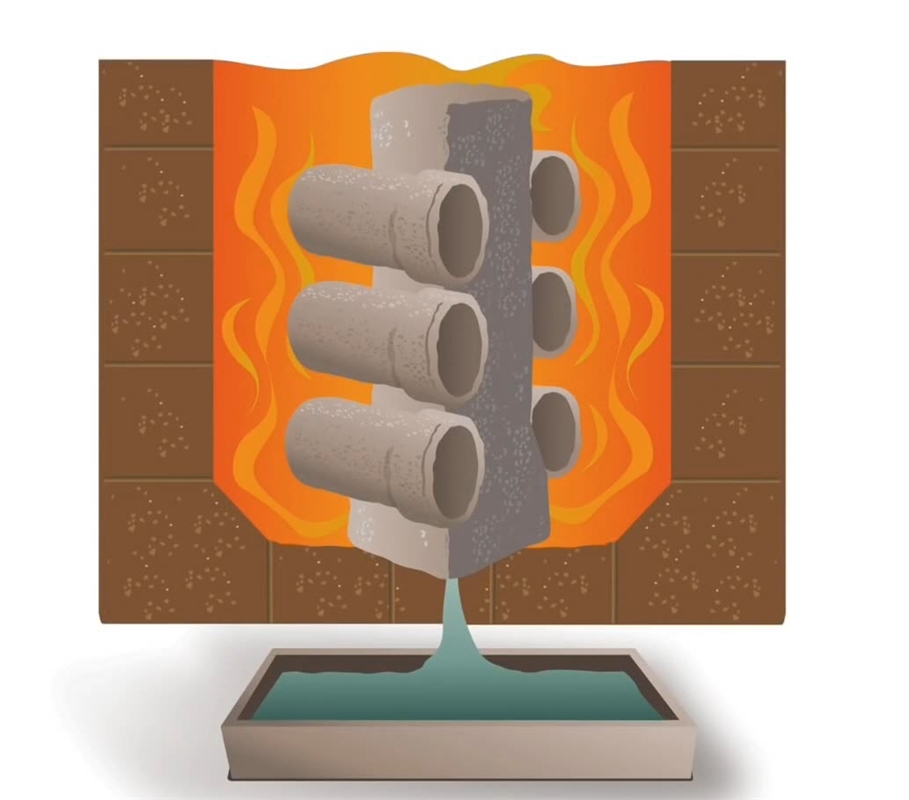
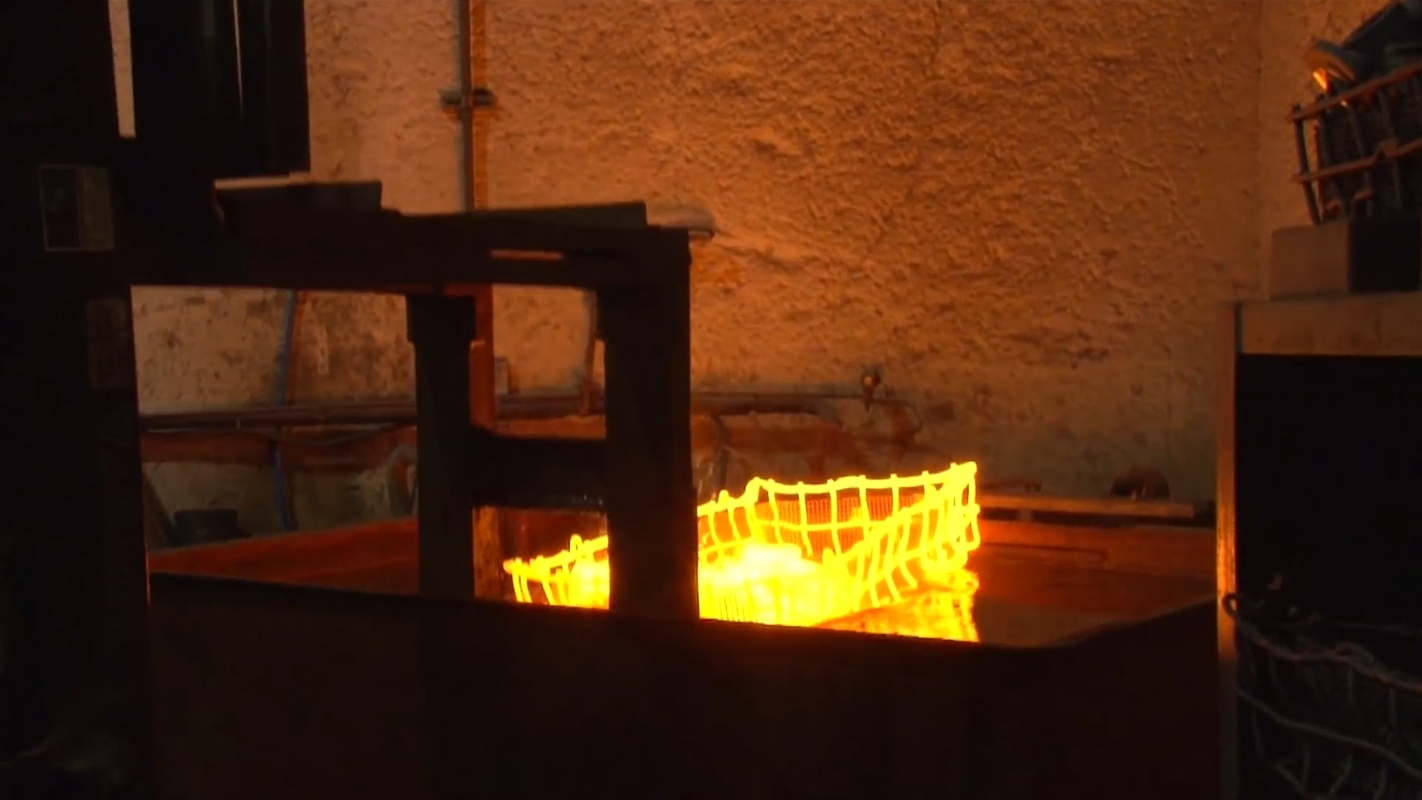
6. Đúc (rót kim loại nóng chảy vào vỏ)


Đây là bước quan trọng nhất trong quá trình đúc mẫu chảy (đúc khuôn vỏ mỏng). Kim loại đã được nung nóng chảy sẽ được rót vào vỏ (vẫn ở trong trạng thái nóng), sau khi điền đầy vỏ đúc, toàn bộ vật đúc và vỏ sẽ được làm nguội tự nhiên trong khoảng thời gian đủ dài để vật đúc đông đặc hoàn toàn và ổn định kích thước.
7. Phá vỡ vỏ và lấy vật đúc
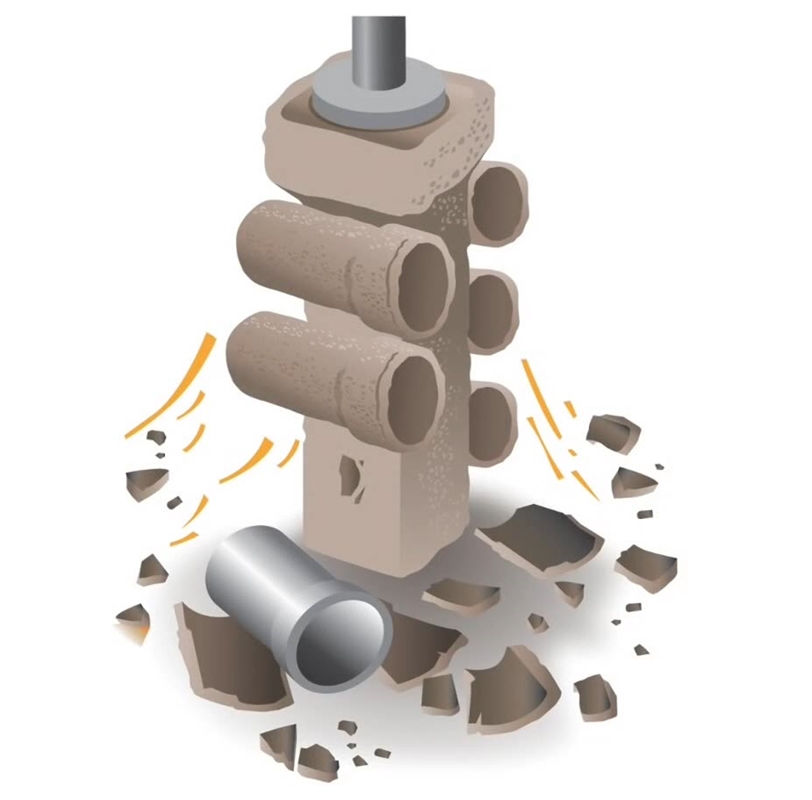

Sau khi vật đúc đông đặc hoàn toàn, lớp vỏ gốm sẽ bị phá vỡ và các vật đúc sẽ được lấy ra ngoài. Quá trình phá vỡ vỏ đúc được thực hiện thủ công hoặc dùng máy tạo rung (vibration machine).
8. Cắt kênh dẫn khỏi vật đúc và mài nhẵn miệng rót
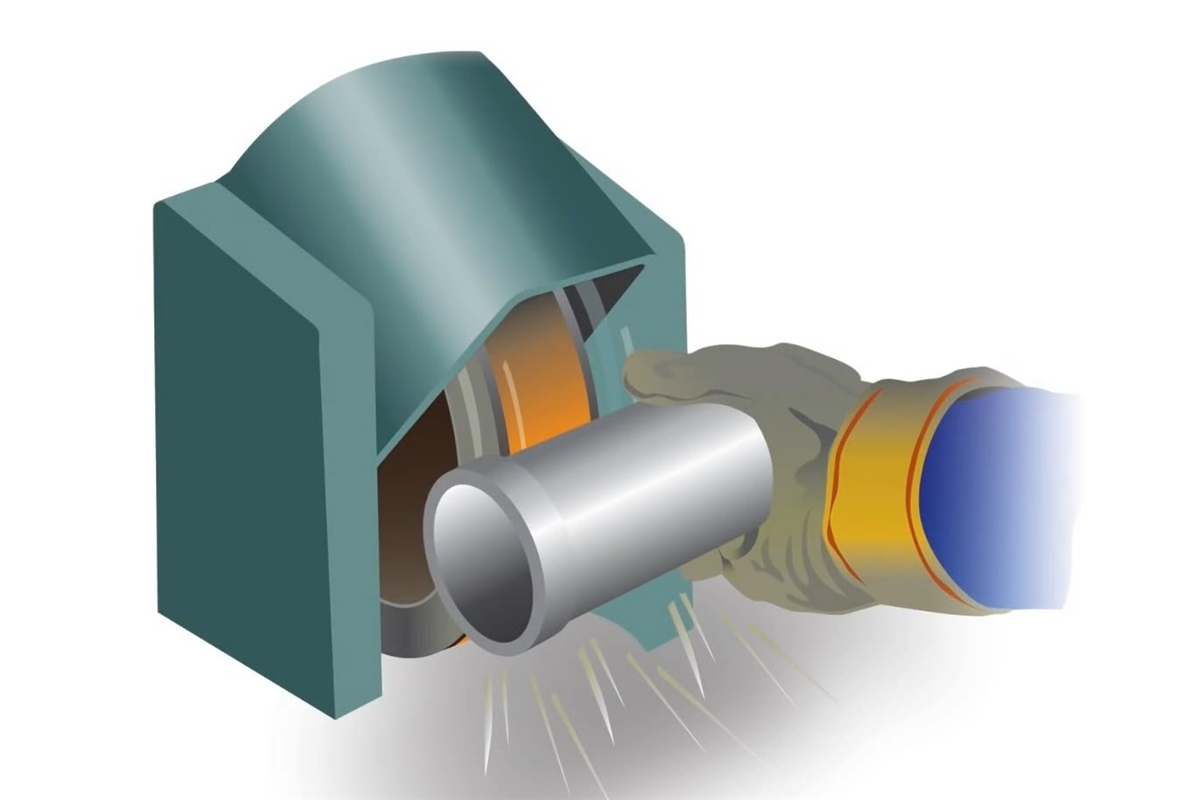


Cây vật đúc sẽ được cắt để tách từng vật đúc riêng rẽ, mài vết cắt miệng rót, mài nhẵn ba via, các vết... trên vật đúc để được chi tiết đúc hoàn chỉnh.
9. Phun cát hoặc phun bi


Tùy theo yêu cầu chất lượng sản phẩm, sau đó vật đúc có thể trải qua xử lý bề mặt phun cát, phun bị, hoặc đánh bóng… để nâng cao chất lượng bề mặt sản phẩm đúc
10. Nhiệt luyện

Với một số sản phẩm đúc kim loại, để đạt được cơ tính theo yêu cầu, sản phẩm đúc thường được nhiệt luyện. Một số phương pháp nhiệt luyện công ty EuroCast áp dụng: tôi, tôi & ram, thấm nitơ, thấm carbon… hoặc một số quá trình nhiệt luyện theo yêu cầu của khách hàng.
11. Kiểm tra chất lượng sản phẩm đúc trước khi giao cho khách hàng
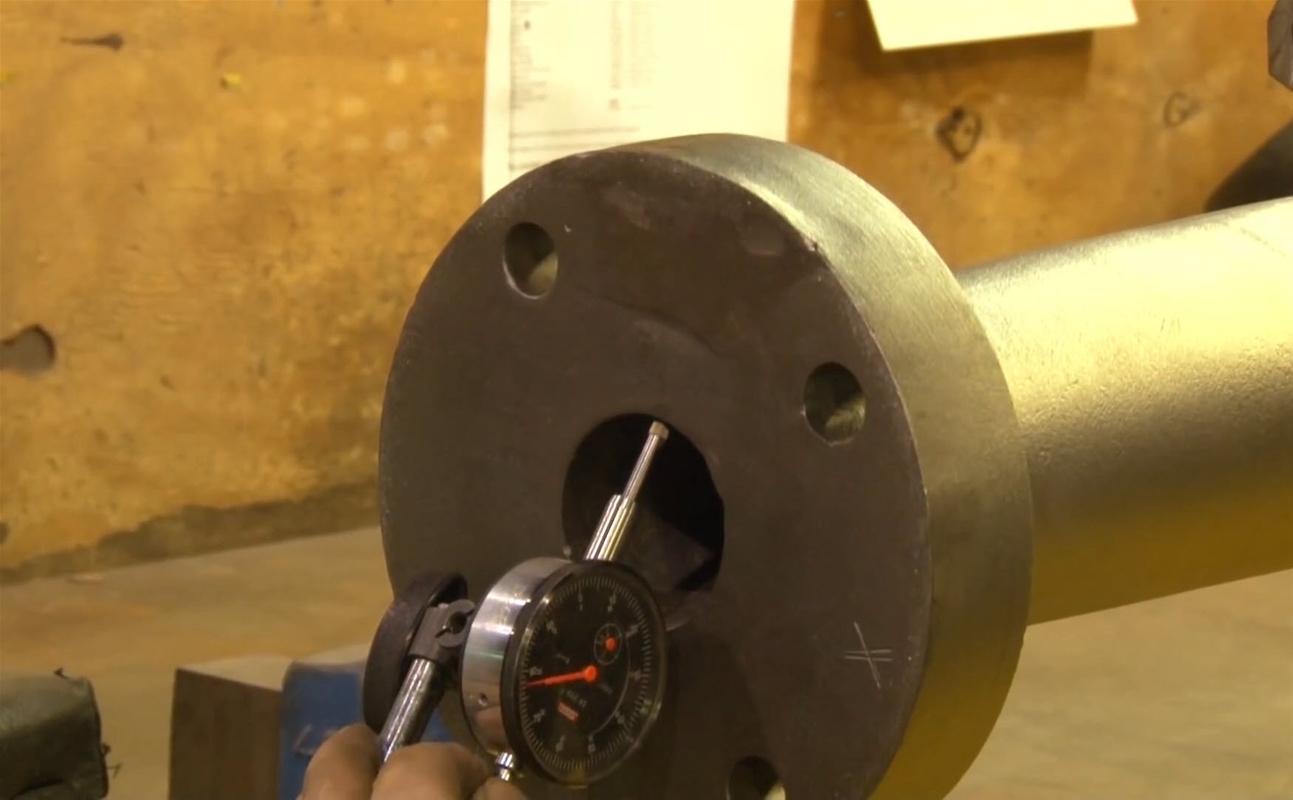
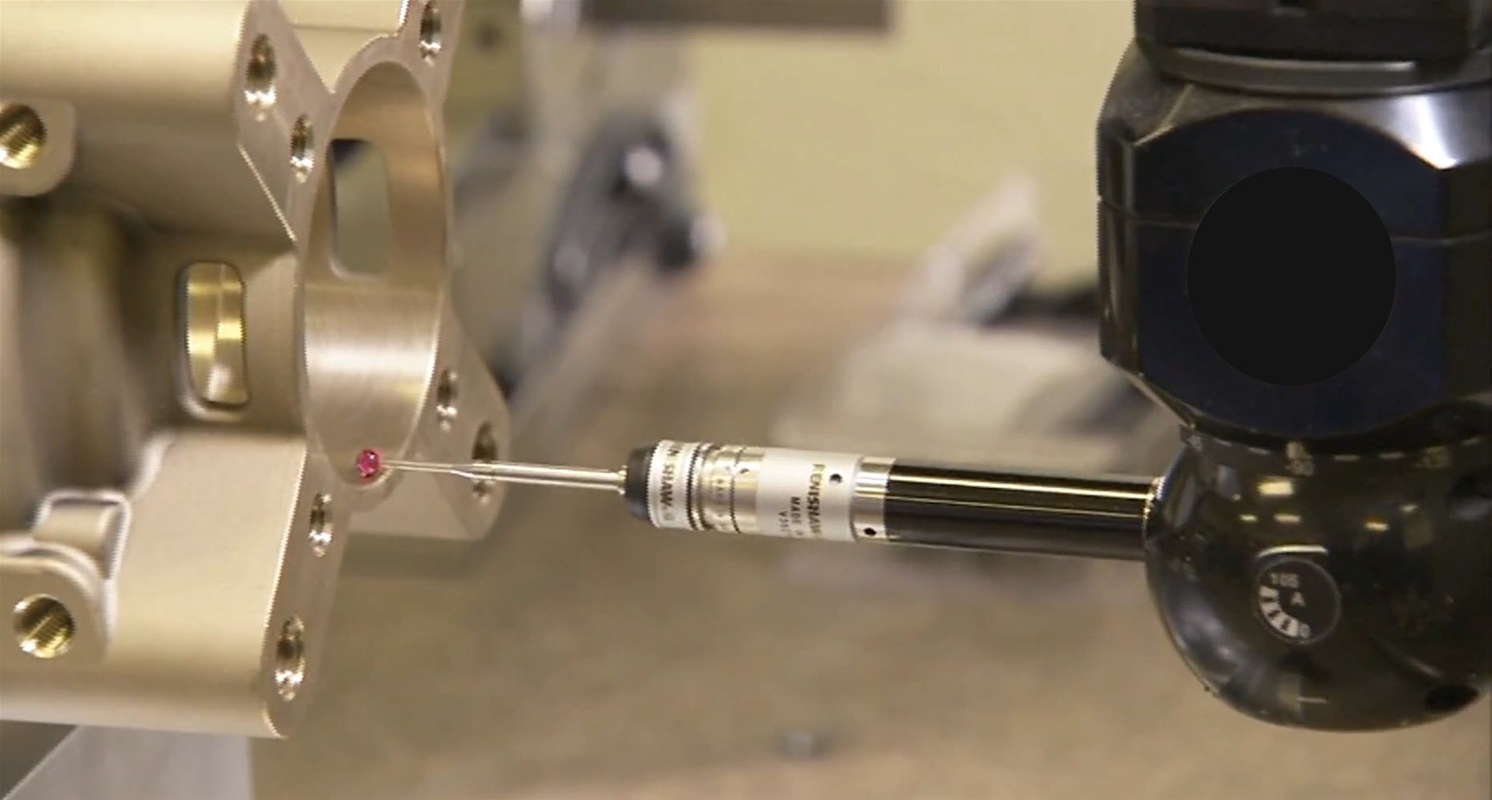
Kiểm tra chất lượng sản phẩm là bước không thể thiếu trong quá trình sản xuất của chúng tôi. Kỹ sư EUROCAST sẽ kiểm tra các kích thước của sản phẩm, kiểm tra chất lượng bề mặt, kiểm tra các khuyết tật vật đúc. Ngoài ra, chúng tôi có thể thực hiện các kiểm tra khác theo yêu cầu của khách hàng (quét X ray kiểm tra rỗ khí ngầm, kiểm tra rò rỉ)…
Tất cả các công việc kiểm tra chất lượng sản phẩm nhằm đảm bảo sản phẩm đạt chất lượng mới được giao cho khách hàng
12. Sơn phủ dầu chống rỉ hoặc xử lý bề mặt


Thông thường với vật đúc inox (thép không rỉ, SUS 304, SUS 316) thì không cần xử lý bước này. Tuy nhiên, một số sản phẩm đúc bằng gang, thép thông thường, để bảo vệ sản phẩm đúc khỏi vị rỉ thì sản phẩm đúc sẽ được sơn phủ dàu chống rỉ, hoặc phủ lớp bảo vệ bề mặt.
13. Đóng gói và vận chuyển


Sản phẩm đúc sẽ được EuroCast đóng gói cẩn thận để chuyển tới khách hàng trong và ngoài nước.
XEM THÊM:
Sản phẩm đúc mẫu chảy, đúc thép, đúc kim loại, đúc inox, đúc nhôm, đúc đồng EuroCAST
Sản phẩm đúc mẫu chảy
Quy trình đúc mẫu chảy
Đúc mẫu chảy Inox, đúc mẫu chảy inox 304, đúc mẫu chảy Inox 316
Catalog sản phẩm đúc mẫu chảy
Nhà máy đúc mẫu chảy, đúc kim loại EuroCAST
Đúc sáp Inox, Đúc sáp SUS 304, Đúc sáp SUS 316, Đúc sáp thép, Đúc sáp gang, Đúc sáp đồng, Đúc sáp kim loại, Đúc sáp chi tiết máy, Đúc sáp tiết cơ khí
Đúc khuôn vỏ mỏng inox, Đúc khuôn vỏ mỏng thép, Đúc khuôn vỏ mỏng gang, Đúc khuôn vỏ mỏng đồng, Đúc khuôn vỏ mỏng chi tiết máy, Đúc khuôn vỏ mỏng chi tiết cơ khí
Đúc mẫu cháy Inox, Đúc mẫu cháy SUS 304, Đúc mẫu cháy SUS 316, Đúc mẫu cháy thép, Đúc mẫu cháy gang, Đúc mẫu cháy đồng, Đúc mẫu cháy kim loại, Đúc mẫu cháy chi tiết máy, Đúc mẫu cháy tiết cơ khí
Đúc Inox, Đúc SUS 304, Đúc SUS 316, Đúc thép, Đúc gang, Đúc đồng, Đúc kim loại, Đúc chi tiết máy, Đúc tiết cơ khí
Investment casting, Investment casting SUS 304, Investment casting SUS 316, Investment casting Steels
Lost wax casting, Lost wax casting SUS 304, Lost wax casting SUS 316, Investment casting Steels
Từ khóa tìm kiếm
Đúc mẫu chảy, đúc khuôn vỏ mỏng, đúc mẫu cháy, đúc sáp, đúc vỏ mỏng, Đúc mẫu chảy Inox, Đúc mẫu chảy SUS 304, Đúc mẫu chảy SUS 316, Đúc mẫu chảy thép, Đúc mẫu chảy gang, Đúc mẫu chảy đồng, Đúc mẫu chảy kim loại, Đúc mẫu chảy chi tiết máy, Đúc mẫu chảy tiết cơ khí. Đúc sáp Inox, Đúc sáp SUS 304, Đúc sáp SUS 316, Đúc sáp thép, Đúc sáp gang, Đúc sáp đồng, Đúc sáp kim loại, Đúc sáp chi tiết máy, Đúc sáp tiết cơ khí. Đúc khuôn vỏ mỏng inox, Đúc khuôn vỏ mỏng thép, Đúc khuôn vỏ mỏng gang, Đúc khuôn vỏ mỏng đồng, Đúc khuôn vỏ mỏng chi tiết máy, Đúc khuôn vỏ mỏng chi tiết cơ khí, Đúc mẫu cháy Inox, Đúc mẫu cháy SUS 304, Đúc mẫu cháy SUS 316, Đúc mẫu cháy thép, Đúc mẫu cháy gang, Đúc mẫu cháy đồng, Đúc mẫu cháy kim loại, Đúc mẫu cháy chi tiết máy, Đúc mẫu cháy tiết cơ khí, Đúc Inox, Đúc SUS 304, Đúc SUS 316, Đúc thép, Đúc gang, Đúc đồng, Đúc kim loại, Đúc chi tiết máy, Đúc tiết cơ khí,Investment casting, Investment casting SUS 304, Investment casting SUS 316, Investment casting Steels, Lost wax casting, Lost wax casting SUS 304, Lost wax casting SUS 316, Investment casting Steels